










- 溶接工法:
- 工場内作業
- 施工名:
- Cガスブロワ-
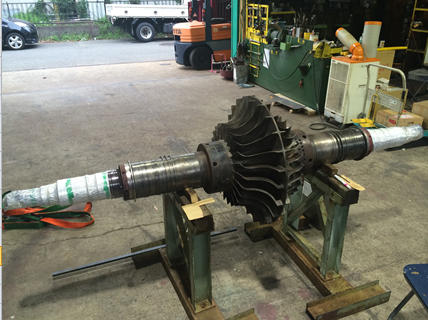
補修品全景写真。

型紙にて摩耗を確認。

摩耗箇所をグラインダーにて健全な地肌が出るまで開先加工を行う。

予熱処理後溶接を行う。
予熱温度:250~300℃
溶接後残留応力を除去する為、手ハンマーにてピーニングを行いました。

後熱処理。
後熱温度:300~350℃
溶接完了後写真。

溶接完了後シリカファイバーシートで覆い徐冷を行う。

グラインダー仕上げ後、PT検査にて溶接欠陥がない事を確認。

型紙にて形状を確認。

溶接補修完了後全景。

肉盛溶接補修完了。










