










- 溶接工法:
- 工場内作業
- 施工名:
- 軸受ケーシング(FC製)インロー部低温肉盛溶接補修工事

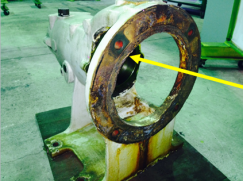
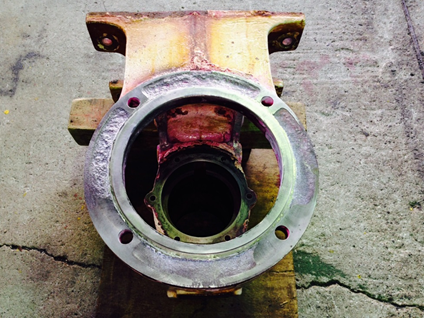
受入時の全景写真。
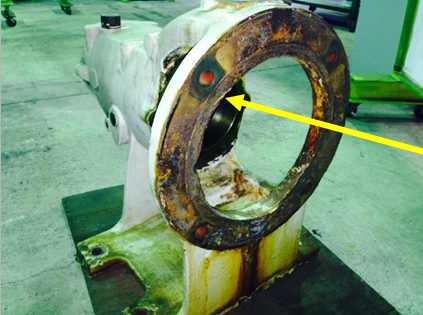
腐食によりインロー部が減肉している状態。

母材の健全な地肌を露出させ、低温低歪み溶接補修を開始。

単ビートピーニング法にて溶接部の残留。
応力を極力除去しながら溶接を行なう。
溶接時も母材の急激な温度上昇を防ぐ為、飛び石で溶接を行なう。
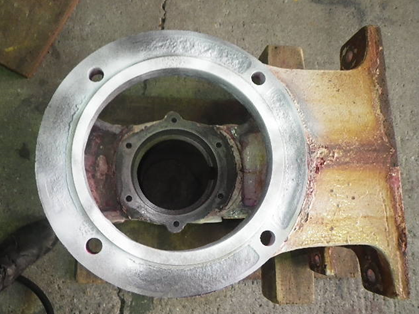
低温肉盛溶接補修完了後の全景写真
インロー部加工及びフランジ面最小限加工
〔インロー部外径基準寸法〕
φ310 0~-0.05
仕上寸法=φ319.98
〔インロー部高さ基準寸法〕
4.00 ±0.1
仕上寸法=4.00㎜
〔フランジ面追込寸法〕
-0.2㎜
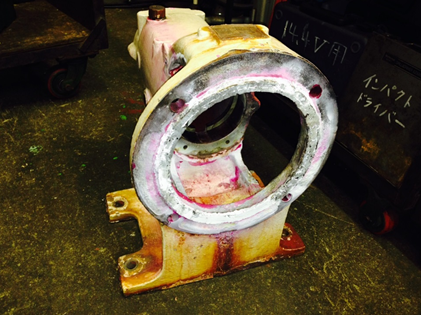
浸透探傷試験にて溶接部に巣や欠陥が無い事を確認する。

浸透探傷試験にて溶接部に巣や欠陥が無い事を確認する。
浸透探傷試験にて溶接部に巣や欠陥が無い事を確認する。